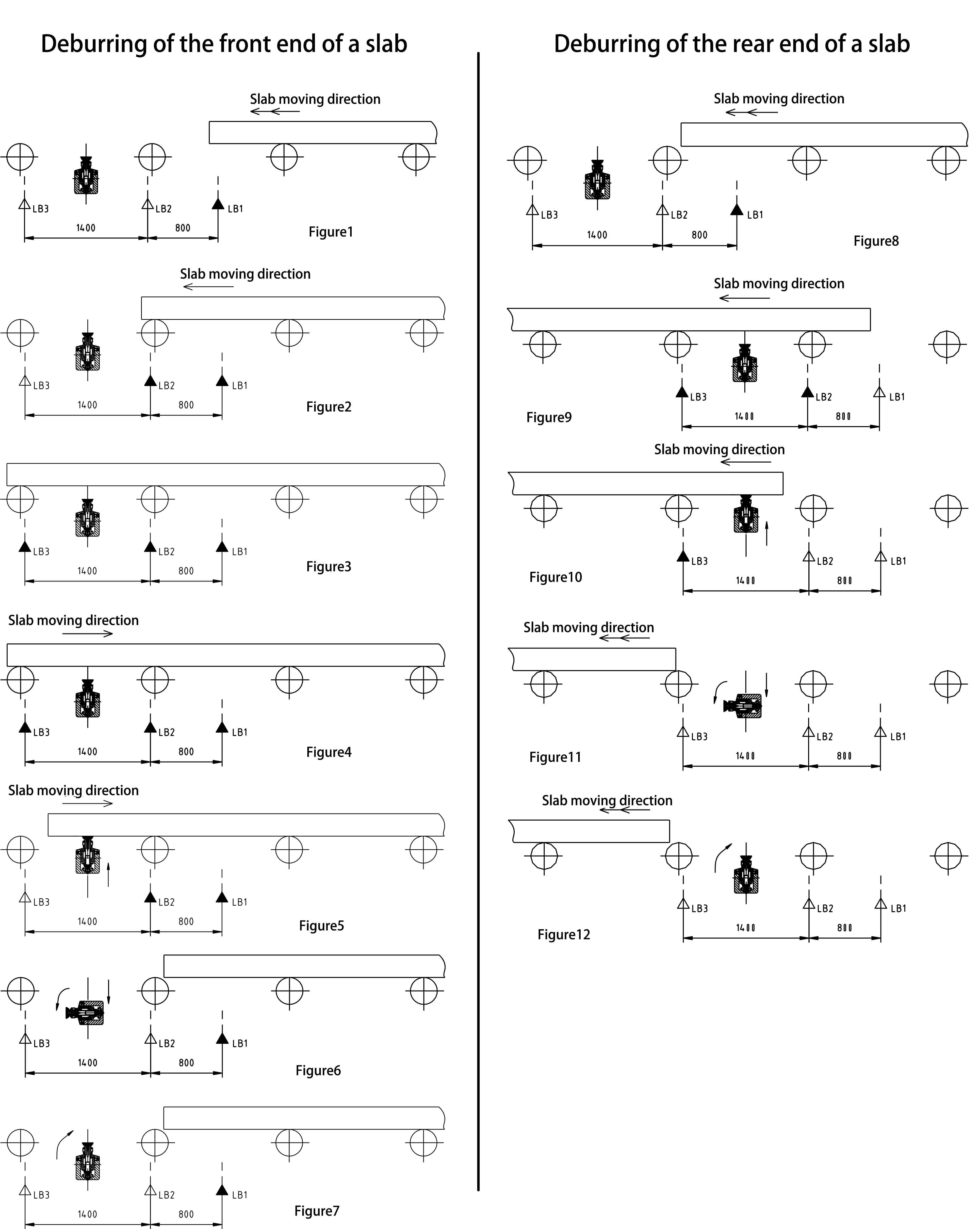
1 去除头部毛刺
当连铸板坯经火焰切割机按定尺长度切割后,由去毛刺输入辊道输送速度输送板坯进入去毛刺区域,当板坯头部到达光电管 LB1 时,启动去毛刺程序(图 1);到达光电管 LB2 时,辊道以去毛刺速度(25m/min)运行(图 2);到达光电管 LB3 时,板坯停止(图 3);停止 3 秒后去毛刺辊道以去毛刺速度(25m/min)反向运行(图 4)。
当板坯反向运行头部离开光电管 LB3 时,升降液压缸驱动横梁箱体上升到指定高度(图 5),上限位接近开关 S1 得电,同时液压马达开始驱动活动机体和锯齿形刮刀横向锯动,锯齿形刮刀被弹性压缩并紧贴在板坯下表面,当接触到板坯下面毛刺时,毛刺被锯切和刮削去除,板坯端部脱离刮刀尖部瞬间,刮刀下部被压缩的弹簧弹性释放,并对残留的毛刺进一步清理。
当板坯反向运行头部离开光电管 LB2 时,去毛刺辊道停止,液压马达停止,横梁箱体下降到初始位置,下位接近开关 S2、S3 得电后,横梁箱体在翻转液压缸驱动下翻转 90°,清理刮刀上残留的毛刺和氧化皮(图 6),翻转接近开关 S4 得电后,横梁箱体立即回转 90°(图 7),垂直接近开关 S5 得电后,毛刺机处于准备状态,头部毛刺去除完成。
2 去除尾部毛刺
当去毛刺输出辊道无板坯时,头部毛刺去除完毕的板坯按输送速度前进(图 8),当板坯尾部离开光电管 LB1 时,辊道以去毛刺速度(25m/min)运行(图 9);
当板坯尾部离开光电管 LB2 时,升降液压缸驱动横梁箱体上升到指定高度(图 10),上限位接近开关 S1 得电,同时液压马达开始驱动活动机体和锯齿形刮刀横向锯动,锯齿形刮刀被弹性压缩并紧贴在板坯下表面,当接触到板坯下面毛刺时,毛刺被锯切和刮削去除,板坯端部脱离刮刀尖部瞬间,刮刀下部被压缩的弹簧弹性释放,并对残留的毛刺进一步清理。
当板坯尾部离开光电管 LB3 时,去毛刺辊道按输送速度前进,液压马达停止,横梁箱体下降到初始位置,下位接近开关 S2、S3 得电后,横梁箱体在翻转液压缸驱动下翻转 90°,清理刮刀上残留的毛刺和氧化皮(图 11),翻转接近开关 S4 得电后,横梁箱体立即回转 90°(图 12),垂直接近开关 S5 得电后,尾部毛刺去除完成,准备下一个去毛刺循环。

去毛刺工艺流程
版权所有:http://www.sybasite.com 转载请注明出处
